| |
 |
☎03-3249-3924 |
プラスチックスリーブ国産製造 |
| |
|
☎03-3249-3924 |
プラスチックスリーブ国産製造 |
- 1-1 アニロックスの基本的概念
- 1-2 セラミックアニロックスの出現
- 1-3 レーザーセラミックロールの加工方法
- 1-4 レーザー彫刻のセル形状
- 2-1 高品質フレキソ印刷へのセラミックロールの役割
- 2-2 セラミックの線数・セル容積選択の基準
- 2-3 セル容積管理とロール洗浄の重要性
- 2-4 セラミック彫刻仕様標準化への提言
- 2-5 セラミックロール使用上の注意事項
フレキソ印刷におけるアニロックスロールの開発・進歩は、直接フレキソ印刷自体の発展、つまり印刷品質レベルの急速な向上につながり、刷版の高品質化、インキの改良と相成って、印刷用分野の飛躍的な拡大にも現れたといっても過言ではない。
フレキソ印刷でのアニロックスロールの役割は、刷版(ゴム販または樹脂版)に一定量のインキを確実に供給・転移させるという、印刷機構の中では『心臓部』ともいえる極めて重要な役割を持っている。
アニロックスロールの開発は、1939年インターケミカル社(アメリカ)によって、フレキソ印刷へ採用されたといわれているが、このロールの出現などにより印刷の品質レベルが画期的に向上、印刷方法のイメージアップのために名称がアニリン印刷からフレキソ印刷へと業界挙げて名前を変更するまでに至った。
当初のアニロックスロールは、ピラミット型150線(インチ当り)の幾何学的セルが完全に機械彫刻されており、ロール表面は、耐磨耗性・耐腐食性アップのために、ハードクロームメッキが施行されていた。この機械彫刻されたアニロックスロールが標準仕様で、過去50年近くフレキソ印刷業界で採用されてきたが、印刷要求がグラビア印刷並のプロセス印刷、細字・細線の再現性が要求され始め、さらに確実なバーコード印刷が必要となり、印刷機の機構も、従来と2ロールシステムから、ドクターブレード使用のタイプに大幅に改良が施された。
また、アニロックスロールの彫刻線数も従来の200線位から、360線・500線と急速な微細な高精度なロールが必要となり、当然ロールメーカーもそれに対応、高品質ロールを開発してきた。
日本でも1976年頃から、本格約多色フレキソ印刷時代を迎えた。イタリア・ドイツ製などの高精度な4~6色機センタードラムタイプ(CI型)の本格的フレキソ印刷機が、軟包装フィルム印刷用、段ボールのプレプリント印刷用に導入され、プロセス印刷が普及し始めた。しかしここで問題になったのが、アニロックスロールの早期摩耗、品質不安定の問題である。
従来の2ロールタイプの印刷機では、アニロックスロールの寿命は1~2年と非常に長く、ロールの寿命は考慮する必要が無いくらいだった。しかし、スチ一ル製ドクターブレードで、アニロックスロールの表面のインキを完全にカットする訳だから、ロールの早期摩耗、その為の印刷濃度変化、品質不安定の問題が発生した。当然ブレードメーカーからは、刃先の研磨不要なMDCブレードが紹介された。また、プラスチック製のブレード使用によりロールの寿命アップを提案され、相当の効果は発揮された。さらに機械メーカーからは、より軽いドクター圧で調節できるリバースアングルドクターブレードシステムが開発され、高スピード印刷状態での品質安定に頁献した。しかしフレキソ印刷では、アニロックスロールの微妙な磨耗でも確実に印刷品質・濃度変化になるため、磨耗しないアニロックスロールの開発が絶対急務の条件に至った。
1980年代に入り、アメリカ・ヨーロッパではフレキソ印刷が非常に普及していることもあり、セラミックのアニロックスロールヘの加工法が各種提案され始めた。
1-2 セラミックアニロックスの出現
加工方法としては1.プレーンロールのセラミックコーティングロール研磨した鉄ロール表面にセラミックをコーティング、セラミック層自体のザラッキを利用、インキを供給するタイプのロールだが、均一性・再現性が悪く、さらにドクターブレードの損傷につながるので、高品質印刷には不向きであった。2.機械彫刻ロールにセラミックコーティングロール機械彫刻したロールにクロームメッキの代わりに、セラミックを10~15μ位施行したロールだが、彫刻されたセル内部にもセラミックを溶射・コーティングするので、セルの埋まり・不均一であり、高品質印刷には不向きであった。
3.レーザー彫刻セラミックロール鉄ロールに表面に200~300μのセラミック層をコーティング、研磨後にレーザー彫刻機でセラミック層に直接セル彫刻を行うタイプである。当初は不安定な要素もあったが、各程改良され彫刻線数・深度・セル容積が自由に設定出来るし、セル容積の均一性・再現性が優れているので、今後の高品質フレキソ印刷用には最適と評価され、急速に脚光を浴び始めた。
1-3 レーザーセラミックロールの加工方法
弊社は、ニューロング技研株式会社(秋田)製セラミックロールを加工・販売しているが、日本の印刷条件に適した最適セル彫刻が敏速に加工でき、印刷結果に基づきアフターケア体制も確立出来たので、今後はより高品質な安定したセラミックロールの開発・供給が可能である。
セラミックロールの加工工程は
- 鉄芯より新規製作、または、現在使用中ロールのセラミック化ともに簡単に出来る。彫刻層を研削・研磨を行い、指定径よりマイナス0.5mm/直径に仕上げる。
- 研磨ロールにサンドブラスト加工を行い、より密着性・耐腐食性を良くするためアンダーコートする。
- プラズマ溶射方法でセラミック層(酸化クローム)を、0.3~0.5mm厚位コ一ティングする。
- ダイヤモンド砥石にて、セラミック層を研磨、ロール外径などの精度を指定範囲に仕上げる。その後ロール表面を鏡面状態に仕上げる。最終的にセラミック層の厚みは、300μ以上あればサビ防止など含めて適当といえる。
- コンピューター制御されたレーザー彫刻機にて、指定線数・深度・パターンに合わせて彫刻する。セル頂部・内部のセラミック層は、一度溶射された状態が再度レーザー彫刻で再溶解するので、大変高密度・高硬度の滑らかな状態に仕上がり、インキなどのヌケ性・転移性が大変優れている。
- 最終ポリッシィング仕上げ(研磨)にて、セル容積を確認・調整する。ドクターブレード、ファンティンロールの研磨・損傷を最小限に押さえるべく、ロール表面は鏡面状態に仕上げる。また、この段階で、希望セル容積に調節する。
- 超音波洗浄後に、セル形状・深度・セル容積など再度検査を行い、確認後納品する。
なお、超音波洗浄、セル容積測定システム採用は、弊社が独自に開発した技術であるので、すべてのメーカーが行っている訳ではない。
1-4 レーザー彫刻のセル形状
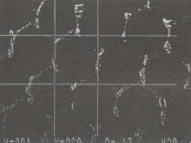
しかしセル表面は、彫刻パターンのセル角度により、ハニカムパターン、ダイヤパターン、へリカルパターンなど、解け出たセラミック同士が隣のセルとの干渉で変化する。その形状については、標準的ハニカムパターンの30° 60°、ダイヤパターン45°のセル形状写真1を参考に提示する。
セル角度30°ハニカムパターン セル角度60° ハニカムパターン セル角度45° ダイヤパターン 写真1 セル線数・深度・パターン角度などは、レーザーの出力制御で確実に再現可能であり、希望使用にマッチした安定した品質のセラミックロールの供給が可能である。
2-1 高品質フレキソ印刷へのセラミックロールの役割
特にグラビア印刷では、通常のオフセット印刷の約16倍の精度を実現する最新印刷方式が実用化され、網点密度がインチ当たり300~700線もの製版が可能との事である。日本でのフレキソ印刷の現状は、フィルム印刷でも85~100線位でのプロセス印刷力が普通だが、最近各社で120~150線での高品質プロセス印刷への挑戦が始まった。フレキソ印刷で、より高品質な印刷を行うには、印刷機、製版技術、インキ、オペレータ技術など種々改良する余地はあると思うが、今回はセラミックロールメーカーの立場から提言して見たいと思う。
昨今の日本印刷業界の現状を考慮すると、環境問題、残留溶剤、省資源化などの問題で、フレキソ印刷が再度見直されつつある。この時期にグラビア印刷に対応出来る印刷物が、フレキソ印刷である程度可能ならば、将来的に比較的幅広く採用が可能ではないかと思う。プロセス印刷での細線化、つまり120線以上の刷版線数での高品質印刷がポイントになると思われる。従来のクロームアニロックスロールでは、彫刻線数とセル深度・容積は完全に決まっており、刷版の細線化に伴って彫刻線数も細かくする必要があり、当然だがセル容積は減少する。それため、印刷物の濃度不定となり、やむなくアニロックスロールと刷版線数を粗くして濃度を合わせて印刷しているのが現状であった。
そこでセラミックロールの効果・役割が出て来る。従来はセラミックロールの超対磨耗性だけが脚光を浴びていたが、細線化にはセラミックロールの特長を利用すべきである。その特長とは、レーザー彫刻の出力のコントロールで細かい線数でセル容積の大きいアニロックスの加工が可能という事である。
例えば、従来のクロームロールの360線-20μ相当品を、セラミックならば、500線-15μ彫刻口一ルで充分に濃度確保ができる。また、セラミックロールは、ドクターブレード使用でも、3~5年以上(3,000~5,000万m)全然摩耗も無く使用できるのである。当然だが細線化すれば、インキのカラミも減少するし、プロセス印刷、細線の印刷品質・濃度安定につながる。
2-2 セラミックの線数・セル容積選択の基準
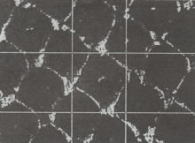
50% :約200μ 30% :約150μ 10% :約100μ 5%:約60μ 写真2 刷版線数100線の網点パターン変化
上記写真のように、網点パーセント50%の場合は、点の大きさは200μである。ところが30%で150μ、10%で100μ、5%では60μと極端に小さくなってしまう。したがって100線の刷版といっても、5%位のハイライト部では、400線相当の細かさになっている訳である。60μなりの刷版頂部がセルに入ると、ドットゲイン・カラミなどの原因となる。400線のセラミックセルピッチは60μであるから、刷版が100線の場合でも、印刷サンプルによっては線数不適当といえる。安定を考えれば、500線以上のセラミックロールをお勧めしたい。従来のクロームロールの場合にはインキ濃度を考慮して、刷版線数の3倍のアニロックス線数をお勧めして来たが、セラミックロールの場合には、最低5倍位の線数と適切なセル容積管理されたロールの使用をお勧めしたい。
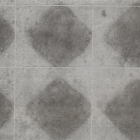
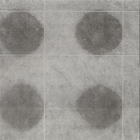
ピラミット型165線-40μ
(メッキ厚16μ)格子型165線-55μ
(メッキ厚16μ)レザー彫刻セル断面
(165線-60μロール)写真3 セル断面写真
セル容積管理に関しては、従来クロームロールも写真3の断面写真のように、セル断面は穏やかな丸みを帯びたショルダーから成っている。同様にセラミックロールでも、レーザー彫刻の条件により大幅にセル容積は増減するし、研磨状態でもセル容積は簡単に20~30%違って来る。だからセル容積管理が最重要項目な訳である。当初のセラミックロールはすべて輸入品だった関係か、従来のクロームアニロックスロールの線数に合わせて彫刻を行い、セル頂部を多めに研磨して、無理やりセル容積を合わせている傾向があった。弊社としては、研磨を多くすれば折角のセラミックの良さが半減する訳で、研磨は出来るだけ最小限に押さえる事が大切であり、セル頂部の面積を少なくする事で、セル容積の増加、しいては彫刻線数の細線化・モワレ現象の解消に効果的と考える。
また、必要以上に浅く彫刻すると、確かにインキ転写率はUPするが、印刷中のアニロックスロール表面でのインキ乾き現象、再溶解不良の原因ともなり、インキ目づまりなど悪影響を及ばずと思われる。
2-3 セル容積管理とロール洗浄の重要性
弊社では、セラミックロールの品質管理でセル容積の管理が最も重要と考え、独自に測定法を検討し、Steinhart社(オランダ)製 キャパッチ(CAPATCH)を採用した。
この測定システムは、機械上にアニロックスロールが装着された状態で、非常に短時間に、更に容易に測定できる画期的システムです。
原理は、一定量の液体がカプセルの中に入っており、ステッカー状のCAPATCHをアニロックスロール表面に密着させ、付属のプラスチックブレードにて測定液の入ったカプセルを突き破り、アニロックスロールのセル内に押しやる。徐々にセル内部に測定液を満たしつつ、測定液が無くなるまで完全に押し込みます。
測定器液体量は不変であるので、ロールのセル容積と液体の測定長は反比例することにより測定できる。
測定範囲は、2~7、5~25、15~70cm3/m2の3種類を容量別に使い分けます。
インクの目づまり、ロールの研磨状態も確実にチェックでき、ロールの管理には最適である。
2-4 セラミック彫刻仕様標準化への提言
セラミックロールの彫刻仕様を決定する場合に、まず重要なのは現在使用中ロールのセル容積確認である。次に印刷希望のデザイン・サンプルの検討だが、ほとんどのデザインは、網点印刷と細線・ベタ印刷などが混合しているのが現実である。印刷ユニット数に余裕があれば、ベタ刷と網点印刷は別々に印刷するのが最良だが、すべては不可能である。印刷物の生命・判断はやはり印刷濃度も重要だし、セラミックロールの線数と出来るだけ細かく、セル容積と少し多めのロールをお勧めしたい。
従来クロームメッキロールとセラミックロールのセル容積対比一覧表を参考として提示するので、セル容積を重点に検討され、最適仕様のロールの選択を希望したい。
アニロックスロールセル容積対比一覧表 クロムアニロックスロール セラミックアニロックスロール 彫刻線数・深度
格子型実測
セル容積
(cm3/m2)彫刻線数・深度
ハニカムパターン実測
セル容積
(cm3/m2)165線-60μ
180線-45μ
200線-38μ
250線-30μ
300線-20μ
360線-20μ18~19
14~15
11~12
7~8
4~5
4~5200線-50μ
250線-40μ
300線-30μ
400線-20μ
500線-15μ
600線-10μ18~19
15~16
11~12
7~8
5~6
4~5
いずれにしても上記数値は弊社提案の一例だが、従来クロームメッキロールの場合と同様に、希望印刷物に最適なセラミックロールを、使い分ける事が高品質印刷の維持には絶対必要である。つまり、プロセス印刷用、ハーフトーン用、ベタ刷用などの最低3種類のロールを準備して、印刷物に合わせて使い分ける事が重要である。
それと機械メーカー、製版メーカー、インキメーカーなどで使用されている、校正機のセラミックロール仕様の確認と共通化が、品質安定・再現性・標準化には絶対必要な条件かと思う。
弊社としては、セラミックロールの標準セル仕様として下記ロールの装備をお勧めしたい。
プロセス印刷用として、
600線-10μ Ⅴ=4~5 cm3/m2 (プロセス印刷用) 500線-15μ Ⅴ=5~6 (プロセス印刷用) 400線-20μ Ⅴ=7~8 (ハーフトーン用) 300線-30μ Ⅴ=11~12 (ベタ刷用)
2-5 セラミックロール使用上の注意事項
- セラミックロールもクロームメッキロール同様、インキなどの目づまり現象は発生するから、使用後の洗浄は確実に行う事。洗浄時にはステンレスブラシでの洗浄をお勧めする。
また、セラミックロールの管理を含めて、半年から1年に1回は超音波洗浄などでの完全なインキ除去を行い、セル容積などの確認・管理を行えば、安心して長期使用できる。
- セラミック層自体はサビ発生しないが、セラミック層は多孔質だから水などが浸透し下地の鉄ロールからサビ発生する場合がある。
未使用時には、乾燥状態での保管を心掛けて欲しい。
- クロームロールよりは、打傷・スリ傷には強いが、ロールに傷が付いたら最後である。ロール保管時・交換時の取扱いでは、ロールの保護を行い充分に注意を払う事。
現在までの使用実績を見ていると、セラミックロールは2~3年では絶対磨耗しない。もし印刷濃度が変化したら、ロールの目づまりと考えて良い。セラミックロールを採用すればインキの調色作業も簡素化し、印刷品質の安定・高能率化・省力化に確実に貢献する。
今回は、アニロックスロールメーカーの立場から種々の独自の提案を含めて述べたが、フレキソ印刷業界の皆様の何かしらの参考になり、印刷品質の向上に寄与できれば幸いである。
| copyright©ロールテック株式会社. all rights reserved. |